







minitab怎么计算单个零件的CPK值
在使用minitab进行过程能力分析时,许多用户不清楚如何正确计算某个零件的CPK值。本文将详细介绍具体操作步骤,帮助大家快速掌握CPK的计算方法,感兴趣的朋友一起来学习吧!
要进行准确的CPK分析,首先需要准备一组完整的数据记录表,建议采集的数据量不少于32个样本点,样本数量越多,越能真实体现生产过程的实际能力水平。
启动minitab软件后,将实际测量得到的数据复制粘贴到工作表中,并确保所有数值都位于同一列内,以便后续分析调用。


魔法映像企业网站管理系统
下载
技术上面应用了三层结构,AJAX框架,URL重写等基础的开发。并用了动软的代码生成器及数据访问类,加进了一些自己用到的小功能,算是整理了一些自己的操作类。系统设计上面说不出用什么模式,大体设计是后台分两级分类,设置好一级之后,再设置二级并选择栏目类型,如内容,列表,上传文件,新窗口等。这样就可以生成无限多个二级分类,也就是网站栏目。对于扩展性来说,如果有新的需求可以直接加一个栏目类型并新加功能操作
接着,在菜单栏中依次选择【Stat】→【Quality Tools】→【Capability Analysis】→【Normal】选项,进入能力分析设置界面。
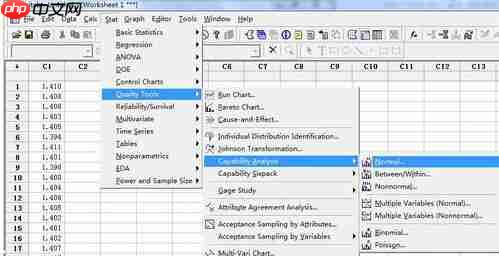
在弹出的对话框中,按照提示填写相应参数:选择包含数据的列、设定规格下限(LSL)和上限(USL),如有需要可输入目标值。设置完成后点击【OK】确认,系统将自动生成CPK分析结果。

从输出的结果图表中可以直观看到该组数据的CPK值为0.9,低于1.33的标准要求,说明当前制程能力不足,存在较大变异,需进行工艺优化与改进。

























